

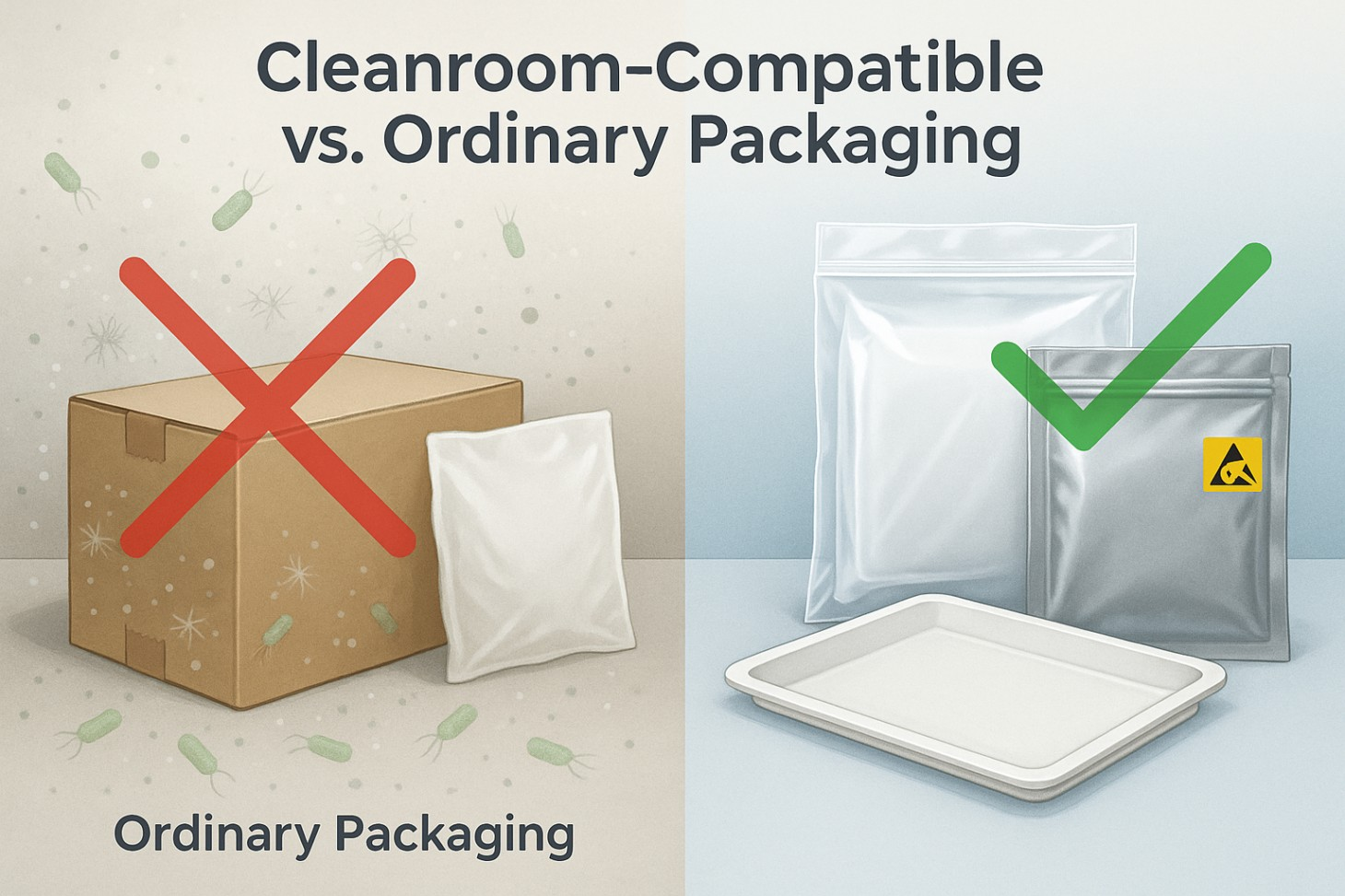
Why Cleanroom-Compatible Packaging is Critical
In Singapore’s advanced pharmaceutical and semiconductor sectors, controlling contamination is paramount. Cleanroom-compatible packaging plays a critical role in keeping these environments pristine. Unlike ordinary packaging, which can shed particles and harbor microbes, specialized cleanroom packaging is designed to prevent invisible contaminants from wreaking havoc. Even a tiny speck of dust or a few bacteria introduced via packaging can ruin a sterile drug batch or damage a microchip. For example, materials like regular cardboard or paper release fibers and dust; these shedding materials are not allowed in the clean room because they compromise the ultraclean air. Likewise, standard plastic wraps or containers that are not cleanroom-grade might carry microorganisms or outgas chemicals, undermining the strict environmental controls.
This is why cleanroom-compatible packaging is essential, it minimizes particulate shedding, microbial presence, and chemical emissions, thereby upholding contamination control in clean environments.
Equally important are the protocols around how packaging is used. In high-grade cleanrooms, every item brought inside must be pristine. Any item being introduced is cleaned on the way in, which underscores how packaging itself must either arrive clean or be easily sanitizable. If packaging isn’t designed for cleanrooms, it could be a hidden source of particles or germs despite all other precautions.
In summary, specialized packaging is not just a convenience but a necessity for contamination control – it forms the barrier that keeps external pollutants from sensitive products and processes. By using cleanroom-compatible packaging from the start, pharmaceutical manufacturers and semiconductor fabs in Singapore can avoid costly contamination incidents and ensure their cleanrooms remain as pure as intended.
(Contact Superpak today to learn how proper cleanroom packaging can protect your clean environment.)
Cleanroom Packaging Best Practices
Effective cleanroom packaging goes beyond just using a plastic bag or box; it involves a set of best practices tailored to maintain cleanliness. Below, we outline key principles – from materials to techniques and standards – that guide contamination-free packaging in both pharmaceutical and semiconductor cleanrooms.
Using Low-Shedding, Clean Materials
The first pillar of cleanroom packaging is selecting materials that won’t contaminate the environment. Ordinary packaging materials (like regular paper, cloth, or cardboard) are forbidden in cleanrooms because they shed fibers and particles. Instead, low-shedding plastics and films are favored. Materials such as high-density polyethylene (HDPE) and polypropylene are commonly used because they generate minimal particulate. These materials are often inherently low-lint or are specially processed to remove loose particles. They also resist attracting dust – some cleanroom films even contain antistatic properties to dissipate static electricity, which otherwise could attract particles or damage sensitive electronics. By using packaging films and bags that are clean-processed and certified for low particulate release, companies ensure that the packaging itself isn’t a contamination source.
Another aspect of material selection is chemical inertness and cleanliness. Cleanroom packaging materials should not outgas oils, plasticizers, or volatile chemicals that could deposit on products. For instance, in semiconductor manufacturing, any outgassed vapor from packaging might condense on a silicon wafer and destroy circuitry. Therefore, cleanroom-grade packaging is produced from virgin resins and often undergoes degassing or cleaning steps before use. In pharmaceuticals, materials must also be non-toxic and compliant with regulatory standards (for example, FDA or EU food-grade standards if they contact medical products). In short, the best practice is to choose packaging made of purified, low-lint materials that have been validated not to introduce particles or chemicals into the clean space.
Double-Bagging & Sealing Techniques
Using the right packaging techniques is as important as material choice. Double-bagging is a widely adopted cleanroom practice for transferring items between areas of differing cleanliness. This means an item is sealed in two layers of cleanroom bags. The outer bag can be removed and discarded when moving the item into a higher-grade clean area, leaving the inner bag (and the item) clean for entry. Double-bagging ensures that any contaminants on the outer surface are peeled away at the boundary of the cleanroom, preventing them from hitchhiking inside. It’s a simple but effective technique to maintain purity during material transfers or autoclaving processes.
Beyond double-bagging, heat-sealing and vacuum-sealing are common practices. Heat-sealing the edges of bags or pouches ensures a tight closure so no contaminants sneak in after cleaning and packing. Vacuum-sealing can be used for moisture-sensitive or particle-sensitive items – by removing air, it prevents dust or humidity from being sealed in with the product. In semiconductor packaging, for example, sensitive microchips might be vacuum-packed with desiccants in moisture-barrier bags to guard against both particles and moisture. In pharmaceutical settings, components (like sterile stoppers or tools) are often double-wrapped and then sterilized; the heat-resistant inner packaging keeps contents sterile until use, while the outer layer protects that sterility during transit.
Another best practice is wiping or sanitizing packaging surfaces before they enter the clean zone. Even cleanroom-grade packages might be given a final wipe with isopropyl alcohol or other disinfectant at the entry to a sterile area (such as a pharmaceutical Grade B cleanroom) to ensure no lingering microbes on the outer surface. The packaging design can facilitate this – smooth, nonporous packaging is easier to wipe down than cardboard or fabric. Likewise, all labels or markings on cleanroom packaging should be secure (no paper labels that can flake or unglue). Often, indelible inks or laser etching is used for labeling, or labels are laminated to prevent particle generation from paper fibers. By combining these techniques – double-bagging, careful sealing, and surface sanitization – facilities maintain an uncompromised chain of cleanliness from packaging to cleanroom.
Compliance & Cleanroom Protocols
Cleanroom packaging doesn’t exist in a vacuum; it must align with industry standards and protocols. In the pharmaceutical industry, Good Manufacturing Practice (GMP) regulations explicitly require that packaging materials not contaminate the product. For example, in a sterile drug production facility, GMP guidelines (such as the PIC/S or EU GMP Annex 1, which Singapore follows) demand that materials introduced into clean areas be disinfected and kept to a minimum to avoid shedding particles or microbes. This is why you’ll see practices like removing outer cardboard boxes and wooden pallets before entering the production area – only the essential inner packaging proceeds inside. The use of paper or cardboard is heavily restricted or outright banned in critical areas, as noted earlier, because of the risk of shedding and microbial load. Compliance auditors in Singapore will flag any inappropriate packaging in clean zones, as local facilities are held to international GMP standards.
For semiconductor cleanrooms, the standards are typically those related to cleanliness classes defined by ISO 14644. Packaging that enters an ISO Class 5 cleanroom (equivalent to Class 100 in FED-STD-209E terms) should ideally be prepared in a similarly clean environment or better. Cleanliness class of packaging refers to how many particles of certain sizes the packaging might shed; top-tier packaging might be certified for use in Class 5 or 6 environments, meaning it won’t introduce more particles than those environments allow. Semiconductor companies often have internal protocols or industry standards (like IEST guidelines for contamination control) that specify packaging of parts or tools must be ultraclean. For instance, a wafer carrier or a tool component could be sealed in a Class 100 (ISO 5) cleanroom at the supplier’s site, so that when it’s opened in the fab’s cleanroom, it doesn’t bring in particles beyond the allowable limit.
Both industries also consider whether packaging needs to be sterilizable or sterilized. Pharmaceutical packaging that will come into direct contact with sterile products (say, a bag for sterile API powder, or a pouch for a sterile implant) often must be supplied sterile or be able to undergo sterilization (by autoclave, gamma irradiation, etc.) without degrading. Standards like ISO 11607 outline requirements for sterile medical packaging, ensuring the material will maintain sterility. While semiconductors don’t require sterility, they may require ESD (Electrostatic Discharge) standards compliance for packaging – materials might need to meet ANSI/ESD specifications for dissipative or shielding properties to protect sensitive electronics from static charges. In summary, cleanroom packaging best practices are inseparable from compliance: companies in Singapore adhere to stringent GMP and ISO norms, and this dictates everything from material choices to how packaging is handled in cleanrooms.
(Need guidance on meeting GMP and ISO cleanroom standards with your packaging? Contact Superpak for expert advice on compliant cleanroom packaging solutions.)
Singapore Cleanroom Packaging Regulations
Singapore’s pharmaceutical and semiconductor industries operate under some of the world’s strictest cleanliness regulations. Pharmaceutical manufacturers in Singapore comply with the Health Sciences Authority (HSA) requirements, which are aligned with the international PIC/S GMP guidelines. These regulations emphasize contamination control in every step of production – including how products and ingredients are packaged. Locally, it is well understood that materials like corrugated cardboard, wood, and regular paper are avoided in cleanroom areas because they can carry dust and microbes. For example, when pharmaceutical ingredients or sterile supplies arrive at a facility, they are typically unboxed outside or in a gowning room. Only the inner sterile bags or containers are brought into the clean production zone, often after a wipe-down with disinfectant. This practice stems not only from GMP rules but from real-world experience: Singapore’s hot and humid climate can encourage microbial growth on packaging like cardboard, so eliminating such materials from cleanrooms is a prudent step.
In semiconductor plants, Singapore follows industry best practices that are often consistent with global standards set by SEMI and ISO. While there isn’t a “semiconductor cleanroom law,” companies here implement rigorous internal standards because the stakes are high – Singapore hosts fabs that produce microchips and data storage media at nanoscale dimensions, where a single particle can cause device failure. Thus, it’s standard practice that any equipment, spare part, or chemical entering the cleanroom is in clean, sealed packaging. Many semiconductor companies require suppliers to package components in certified cleanroom packaging and sometimes even in a nitrogen-purged environment to avoid oxidation. Singapore’s workforce is highly trained in cleanroom protocols; operators know to handle packaging carefully, donning gloves and using particle counters to monitor the environment when unsealing items. The local semiconductor industry also often designates “grey zones” or preparation areas where outer packaging is removed, similar to the pharma industry’s approach. This prevents external contamination from ever reaching the critical production space.
What truly characterizes Singapore’s approach is a culture of quality and compliance. Cleanroom packaging is not considered an afterthought. It is part of the planning from the get-go when a new facility or process is designed. Local packaging suppliers like Superpak understand the regulatory landscape and common practices, and thus provide packaging solutions that meet these expectations (for instance, packaging that is produced and packed in a cleanroom, delivered double-bagged and with documentation of cleanliness or sterility). Furthermore, because Singapore is a hub for regional distribution, companies here often opt for packaging that meets international standards so products can be shipped globally without issue. In essence, Singapore’s cleanroom packaging practices are about marrying global contamination control standards with local conditions and industry needs. By doing so, Singaporean pharma and electronics firms maintain their reputation for high quality, whether they’re making life-saving biologics or cutting-edge chips.
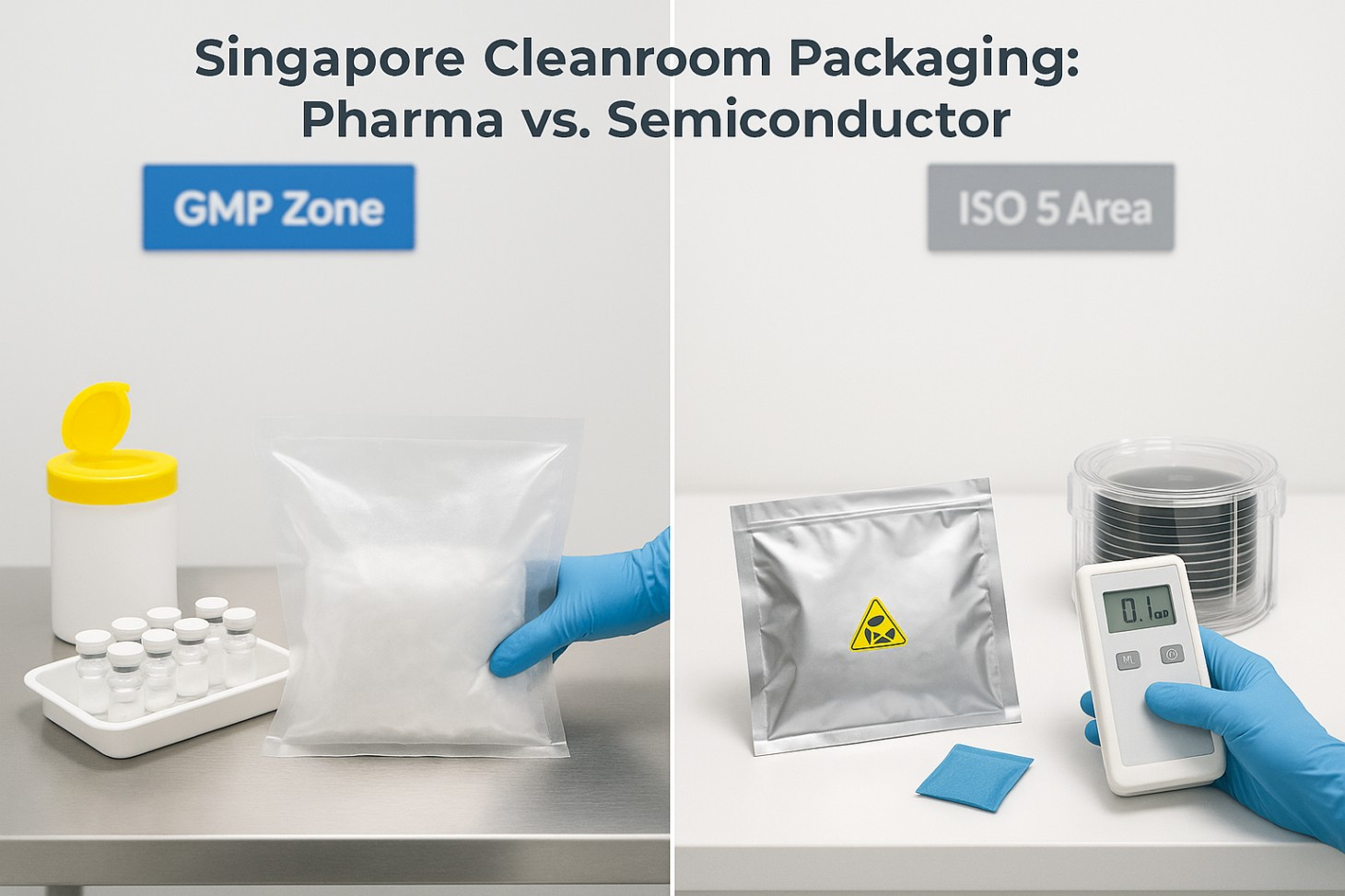
Cleanroom Packaging for Pharmaceuticals
In pharmaceutical manufacturing, especially for sterile products, packaging must uphold the aseptic integrity and purity of the product. Cleanroom packaging for pharma typically addresses two major concerns: particulate contamination and microbial contamination. Any packaging that comes into contact with a sterile product or enters a sterile field must itself be sterile or sanitized. For this reason, pharmaceutical cleanroom packaging often involves sterilizable bags, wraps, and containers. For example, components like stoppers, vials, or single-use assemblies might be packaged in autoclavable polyethylene bags that can withstand high-temperature steam sterilization. These bags might be double-packaged: the inner bag containing the sterile components is sealed and sterilized (via gamma irradiation or ethylene oxide, if not steam), and an outer bag keeps it protected during transit and storage. When it’s time to use the components in a Grade A/B cleanroom, the outer bag is removed in a lower-grade area, and the sterile inner bag is brought into the critical area, ensuring the contents remain sterile up to the point of use.
Another common scenario in pharma is packaging of raw materials or intermediates in cleanrooms. Take, for instance, a pharmaceutical ingredient that has been milled to a fine powder under controlled conditions – it needs to be packaged without picking up contaminants. The solution is often cleanroom-grade liners and bags inside drums or containers. A drum might have a pre-sterilized liner bag; after filling with the powder under a laminar flow hood, the bag is sealed off (sometimes heat-sealed or tied) and then the drum lid is closed. The outer drum may be standard, but the direct contact packaging is done in a clean environment to ensure no particulate or microbial intrusion. In Singapore, manufacturers avoid using fibrous packaging for these purposes; instead of a burlap or paper sack, a polyethylene liner is used, because it doesn’t shed fibers and can be gamma-irradiated if needed. Even tablet and capsule production areas (which are not sterile product areas, but still controlled for dust and particulates) will use plastic bins and liners for holding product, rather than cardboard cartons, to maintain cleanliness.
Avoiding cardboard in clean areas also extends to how finished pharmaceutical products are handled before final packaging. Often, immediately after filling and sealing (for instance, sealing sterile vials with caps), the products might be temporarily stored or transferred in cleanroom-compatible totes or trays. These trays are made of materials like polycarbonate or stainless steel that can be sanitized easily. Only when the product exits the cleanroom for final packaging is it placed into labeled cardboard boxes for shipment. This segregation ensures that the cleanroom itself stays free of shedding materials while still allowing the use of conventional packaging outside. For any packaging materials that do enter the cleanroom, there is a qualification process: suppliers must certify that their packaging is produced in at least a controlled environment, free from silicone or phthalates (which could leach into drug products), and with low bioburden. Pharma companies often demand a Certificate of Analysis or Irradiation for each batch of sterile packaging. All these measures underscore that in pharma, packaging is an extension of the cleanroom – it must be just as clean as the environment, because it directly affects product quality.
Cleanroom Packaging for Semiconductors
Semiconductor and microelectronics manufacturing pushes the limits of cleanliness to extremes. In these cleanrooms, the goal is to eliminate not just viable microbes (which aren’t a big threat to chips), but any particles that could land on a wafer or device. Packaging for the semiconductor industry must therefore focus on particulate and static control, and often moisture control as well. A critical concept is that any item entering a semiconductor fab’s cleanroom – whether it’s a silicon wafer, a tool, a chemical container, or a finished chip – needs packaging that won’t introduce contaminants.
One key requirement is ESD-safe packaging. Many electronic components are highly sensitive to static discharges; a tiny zap can destroy or degrade an integrated circuit. Ordinary plastic bags can build up static electricity, especially when peeled open or handled. To counter this, semiconductor packaging often uses antistatic or static-dissipative materials. For example, integrated circuit chips destined for assembly are commonly stored and transported in static shielding bags – those distinctive metallized plastic bags that are usually gray or silver in color. These bags have a conductive layer that blocks static fields. But importantly, for cleanroom use, such bags also need to be low-shedding. High-quality shielding bags for cleanrooms are made with a layer that minimizes particle generation (no flaking metallization or powdery antistatic coatings). Components like memory chips or processors might be sealed in these ESD bags along with a desiccant pouch and humidity indicator – known as “dry packing” – and then the bag is vacuum-sealed. The result is a moisture-barrier package that protects against both static and microscopic moisture or particle ingress. The entire packing operation is often done in a clean environment; some semiconductor firms specify that “dry packing” of chips be performed in an ISO Class 5 or 6 cleanroom to ensure no particles get trapped in the bag with the product.
For larger items like silicon wafers or disk media, cleanroom-compatible rigid packaging is used. Wafers, for instance, are typically stored in plastic carrier pods or cassettes that hold them without scratching. These carriers are made of ultra-clean polymers (like PFA or polycarbonate) and are washed and packaged in cleanrooms. The pod might then be double-bagged for transport – an outer cleanroom bag keeps the carrier clean until it arrives at the fab, where that outer bag is removed, and the inner bag/carrier is taken inside. Similarly, semiconductor equipment parts (like a replacement lens or a valve for a lithography machine) could be shipped in a clean, molded tray with a vacuum-sealed plastic cover. Upon receipt, technicians in Singapore will bring the part into a clean maintenance area only after removing outer packaging layers and wiping the inner package, all to avoid introducing particles.
Another facet of semiconductor packaging is low outgassing materials. If a material will be used in a vacuum chamber (common in chip manufacturing equipment), any trapped volatiles could outgas and condense on sensitive surfaces. Therefore, packaging for vacuum parts might require special plastics that have been vacuum-baked or certified for low outgassing. Even adhesives or tapes used in semiconductor cleanroom packaging are special – they must not leave residue. An example is the use of cleanroom tape to seal packages instead of regular tape that has more adhesive bleed. And when items are really sensitive, inert gas purging is applied: critical electronic components might be sealed in a bag that’s been flushed with nitrogen, to eliminate oxygen and moisture.
Singapore’s semiconductor sector, being cutting-edge, often implements all these measures by default. Packaging vendors like Superpak provide options such as cleanroom-grade ESD bags, polycarbonate wafer carriers, antistatic tray dividers, and moisture-barrier films, all made to meet the stringent demands of microelectronics production. The bottom line is that in semiconductor cleanrooms, packaging is part of the contamination control strategy – it’s engineered to prevent any particle, spark, or droplet from reaching the product. By choosing the right packaging and handling it under clean conditions, semiconductor manufacturers protect their yield and product reliability from the ubiquitous but deadly threat of contamination.

Choosing the Right Cleanroom Packaging
Selecting appropriate cleanroom packaging involves evaluating both the needs of your product and the requirements of your cleanroom environment. One of the first considerations is the cleanliness class needed. Ask yourself: What is the cleanliness level of the environment where the packaging will be opened, and can the packaging meet or exceed that level? For instance, if you will open a package inside an ISO Class 7 cleanroom (Class 10,000), a packaging material that sheds a few particles won’t necessarily ruin that environment. But if the package is destined for an ISO Class 5 area (Class 100), it must be virtually lint-free and ideally should have been packed in a similar or cleaner environment. Often, suppliers will provide data or certification about the particulate cleanliness of their packaging (e.g., “cleaned and packed in an ISO 5 cleanroom” or particle counts from testing). Choosing a packaging solution that matches your cleanroom class ensures you’re not inadvertently introducing more particles than your filters and protocols can handle.
Another crucial factor is whether the packaging needs to be sterile or sterilizable. For pharmaceuticals or medical devices, if the item being packaged is sterile or will be sterilized after packaging, the packaging material must either come pre-sterilized or be able to withstand sterilization processes. This means picking materials that tolerate the method in use: autoclavable plastics for steam sterilization (which can reach 121–134°C), radiation-stable materials for gamma or E-beam sterilization (some plastics can become brittle or discolored if they can’t handle the radiation dose), or appropriate porosity if gas sterilization (like ethylene oxide) is used.
On the other hand, for semiconductor parts, sterilization isn’t needed, but ESD and moisture protection might be non-negotiable. In that case, choose packaging with built-in static protection or multi-layer barrier films. The key is to map the packaging choice to the product’s sensitivities: e.g., a moisture-sensitive chip should go in a moisture-barrier bag with desiccant; a sterile implant should go in a double-sealed pouch that can be gamma sterilized.
It’s also important to consider how and where the packaging is manufactured. Ideally, the packaging itself should be produced in a clean environment, or cleaned and sealed before it ever gets to you. Many high-end packaging suppliers (like Superpak) will manufacture and pack products in an ISO-certified cleanroom, and provide them double-bagged. This means when you open the outer bag in your facility, the inner package and the product have only ever seen cleanroom air.
Such packaging might cost more, but it arrives ready to use, saving time on wiping down or pre-cleaning. If you are evaluating options, ask for details like: “Is this packaging washed or irradiated? Is it double-bagged for cleanliness? Does it come with a certificate of conformance for particulate or bioburden levels?” A reputable supplier will have these practices in place. Using pre-cleaned packaging is especially helpful for critical semiconductor components (so you don’t have to painstakingly blow them off or bake them before use) and for pharmaceutical packaging components (so you don’t risk an unsterile item in a sterile process).
Other practical considerations include size, fit, and sealability. The packaging should be appropriately sized – too large and you’re carrying excess material that could flex and shed, too tight and you risk tears or difficulty in sealing properly. Check if the packaging material is compatible with the sealing equipment or processes you use (heat sealer, vacuum sealer, etc.). Incompatibility could lead to bad seals that compromise cleanliness. Additionally, think about traceability and labeling: choose packaging that you can label without contaminating (e.g., write-on panels or external pouches for paperwork, rather than stuffing paperwork inside with a sensitive product). For cleanrooms, sometimes a double-layer labeling system is used – an outer label on the outer bag, and an inner label on the inner bag – so that the truly critical inner layer has minimal information on it, reducing ink or particulate presence near the product.
In summary, choosing the right cleanroom packaging means balancing the cleanliness and sterilization needs with practical usage. It’s often helpful to consult with packaging specialists and even perform trials – for example, do a particle count test after opening a candidate package in a controlled setting, or test if a bag survives your autoclave without deforming. By thoroughly vetting packaging options for cleanliness class, sterilizability, ESD/moisture control, and supplier quality, you can make an informed choice. The right packaging will protect your product and process, rather than threaten it. And if in doubt, collaborating with an experienced partner like Superpak can simplify the selection process and ensure you get a solution tailored to your industry and regulatory requirements.
(Unsure which packaging meets your cleanliness or sterility needs? Contact Superpak for a consultation on choosing the optimal cleanroom packaging for your specific application.)
Superpak’s Cleanroom Packaging Solutions
Superpak offers a range of cleanroom-compatible packaging solutions designed to meet the stringent needs of pharmaceutical and semiconductor industries. Understanding that one size does not fit all, Superpak provides various types of packaging, from flexible films and bags to rigid trays and specialty pouches, each suited for different applications but all sharing the common trait of being cleanroom-ready. Below, we highlight some of the key packaging types and how they are best applied in pharma and semiconductor environments.
Cleanroom Bags and Pouches
Cleanroom bags and pouches are among the most versatile packaging formats, and Superpak supplies them in materials and designs tailored for controlled environments. These include simple open-top poly bags, zip-seal bags, and heat-sealable pouches, all made from polymers formulated to shed minimal particles. For pharmaceutical clients, Superpak’s cleanroom bags can be made from medical-grade polyethylene or CPP (cast polypropylene) that is compatible with sterilization. This means you can get, for example, a double-bag set: an inner sterile bag (irradiated and certified sterile) and an outer bag to keep it protected until you’re ready to use the contents. Such bags are ideal for packing sterile components, single-use assemblies, or sterile pharmaceutical ingredients. Once the outer bag is removed in your facility, the inner sterile bag can be passed into an aseptic area with confidence that its contents remain contamination-free.
For semiconductor and electronics customers, Superpak offers specialized antistatic and static shielding bags that are also cleanroom-grade. Unlike off-the-shelf antistatic pink bags (which can often slough off antistatic coatings or contain amines that corrode electronics), Superpak’s cleanroom ESD bags are made with clean, amine-free materials. They provide static dissipation to protect sensitive chips from electrostatic discharge while also meeting ISO cleanroom cleanliness standards. Additionally, moisture-barrier foil pouches are available – these multi-layer pouches (with aluminum foil and polymer layers) have extremely low moisture vapor transmission rates, perfect for vacuum-sealing moisture-sensitive microelectronics or even pharmaceutical powders that must stay dry. All bags and pouches from Superpak can be customized in size and can include convenient features like tear-notches for easy opening, or triple-sealed edges for extra security. Crucially, they are manufactured and packaged in a cleanroom environment, arriving at your site ready for use with minimal prep. Whether you are bagging sterile vials or packing printed circuit boards, these cleanroom bags and pouches ensure that what’s inside stays as pure as intended.
Cleanroom Films and Barrier Wraps
Superpak’s cleanroom films and wraps provide flexible packaging solutions as well as protective coverings for equipment or bulk materials. These films are typically supplied in rolls or sheets, made from low-particulate plastics such as LDPE (low-density polyethylene) or PVC alternatives that have been formulated for cleanliness. In pharmaceutical operations, cleanroom films are often used to wrap pallets or large items that need to enter a controlled area. For instance, if a pallet of sterile supplies is moved from a warehouse into a cleanroom airlock, a cleanroom-compatible stretch film can be used to over-wrap the load. Superpak’s stretch wraps and shrink films are low-lint and can undergo gamma sterilization if needed, which allows wrapped items to be sterilized in bulk. The advantage of using a cleanroom-certified wrap is that you don’t introduce contaminants via packaging when bulk materials or equipment are brought in.
For the semiconductor industry, barrier films serve multiple purposes. Superpak provides films that can line and cover machinery or cleanroom walls during maintenance or idle periods, keeping dust off critical surfaces. These films are designed to peel away without leaving residues, making teardown quick and clean. There are also anti-static versions of films for draping over workstations or covering ESD-sensitive assemblies. Additionally, Superpak’s barrier films include the foil laminates used for moisture/oxygen barrier bags – available not just as pre-made pouches (discussed above) but also in rollstock for customers who perform form-fill-seal packaging in-house. An example use case might be a semiconductor manufacturer packaging a piece of equipment or tooling for off-site cleaning: they could use a large sheet of Superpak’s cleanroom barrier film to wrap the part, maybe even vacuum-seal it, ensuring it doesn’t pick up contamination during transit. All films and wraps are provided with documentation on their particulate cleanliness and, where relevant, their ESD or barrier properties. They are also typically cleanroom-packaged (double bagged) to ensure they arrive free of contaminants. This way, whether you’re using film to package products or to shield your cleanroom during maintenance, you can trust that you’re not introducing new contaminants in the process.
Cleanroom Trays and Containers
Rigid trays, tubs, and containers are another category of packaging that Superpak offers for cleanroom use. These solutions are vital when products or components need more support and protection than a soft bag can provide. For pharmaceutical applications, Superpak supplies cleanroom-grade trays made of materials like polystyrene or polypropylene, which can be sterilized and are often used to hold vials, syringes, or ampoules during filling and lyophilization processes. Unlike standard warehouse totes or trays, these are manufactured in a clean environment, have smooth surfaces with no paint or coatings (to avoid chipping), and can be sanitized easily. They come in various formats: for example, single-use plastic tray inserts that fit into steel racks, or disposable thermoformed tray sets that can cradle individual doses or devices. Pharmacies or pharma manufacturing in Singapore may use such trays to transfer products within a Grade A/B suite; after use, the trays can either be discarded or sent out for re-sterilization depending on the material. Since they’re intended for cleanroom use, they won’t introduce particulates – no sharp edges or burrs, and often they are pre-wrapped in a clean pouch until needed.
In the semiconductor realm, cleanroom trays and containers cover everything from wafer carriers to small parts boxes. Superpak’s offerings might include FOUP-compatible inner trays (Front Opening Unified Pod – the specialized carrier for 300mm wafers) inserts or cushions, and JEDEC tray alternatives for chip packaging. A JEDEC tray, commonly used for ICs, is usually a carbon-fiber filled plastic tray that is ESD-safe. Superpak ensures any such trays or containers it provides are also low outgassing and free of mold-release residues, so they don’t contaminate chips. Additionally, Superpak can provide cleanroom transport boxes and totes – for instance, a cleanroom-safe container to collect and move finished semiconductor devices or precision optics. These containers are often made of polypropylene with smooth sides, and they come with lids that seal tightly. The plastics are chosen for durability and low particle generation (no glass fiber reinforcements that could shed, for example). They can be repeatedly wiped or washed down.
One specialized solution is cleanroom glove boxes or enclosure containers for handling sensitive items. If a client needs to transfer something between facilities without exposing it to the atmosphere, Superpak can offer hermetically sealable containers that integrate with glove ports – essentially mini portable clean enclosures. While a niche, it shows the breadth of container solutions available. Overall, Superpak’s trays and containers allow clients in Singapore to handle, store, and transport items with solid protection while keeping within cleanroom compliance. They eliminate the need to jury-rig standard industrial containers, offering instead a ready-made solution that won’t shed, corrode, or contaminate. As with all Superpak products, these trays and containers come cleanroom-clean and ready to use, often individually packaged or sterilized if required.
Conclusion
Cleanroom packaging may be invisible to the end consumer, but it is a linchpin of quality in both pharmaceutical and semiconductor manufacturing. In Singapore, where world-class fabs and pharma plants operate, the standards for contamination control are uncompromising – and rightly so. By using the right packaging materials and techniques, companies can avert the hidden risks of ordinary packaging and safeguard their clean environments. A single particle, fiber, or microbe can spell disaster in these industries; cleanroom-compatible packaging acts as a shield, maintaining purity from the supply chain to the cleanroom floor. We’ve explored how careful material selection, double-bagging, adherence to GMP and ISO standards, and consideration of factors like cleanliness class and sterilization all play into choosing the optimal packaging. It’s evident that whether you’re dealing with a life-saving injectable drug or a batch of cutting-edge microchips, the packaging that surrounds your product in transit and storage must be as controlled as the product itself.
For businesses, this means partnering with experts who understand both the technical demands and the regulatory landscape. Superpak is proud to be such a partner – offering a full spectrum of cleanroom packaging solutions, from bags and films to trays and custom containers, all produced with contamination control in mind. With the right packaging, pharmaceutical companies can ensure patient safety and regulatory compliance, and semiconductor manufacturers can achieve higher yields and reliability. In essence, cleanroom packaging is an investment in quality and peace of mind. As Singapore’s industries continue to innovate and excel, having a robust packaging strategy for contamination control is non-negotiable.