

Cleanroom packaging is essential in Singapore’s high-precision industries. Whether for pharmaceutical medications or semiconductor wafers, packaging must prevent contamination and meet stringent ISO and GMP criteria. In Singapore’s biomedical and electronics sectors, quality managers and engineers must ensure all packaging is compatible with ISO Class 7 (and cleaner) environments and follows GMP regulations. This article examines contamination risks, material choices, and handling protocols for cleanroom packaging, highlighting advanced solutions (e.g. static-dissipative bags, vacuum sealing) that often go beyond generic advice. We also address content gaps, for example, practical details on double-bagging or vacuum-packed liners.
Cleanroom Standards and Contamination Control
Cleanrooms are classified by ISO 14644-1 based on allowable airborne particles per volume. ISO Class 7 (Federal Class 10,000) allows up to 352,000 particles ≥0.5 µm per cubic meter. Class 8 permits ten times more, while Class 5 (Fed Class 100) permits only 3,520 particles ≥0.5 µm per cubic meter. High-productivity industries like pharmaceuticals and semiconductors often require ISO 7 or better for assembly and packaging. For example, typical packaging rooms run at ISO 7–8; pharmaceutical packaging often occurs in ISO Class 8 while semiconductor (wafer) packaging commonly uses ISO Class 7 environments.
In pharmaceutical manufacturing, regulatory GMP grades align with ISO classes. A GMP Grade B cleanroom (used for aseptic filling) is equivalent to ISO 7 in operation (ISO 5 at rest). Thus, packaging materials and processes for sterile drugs must be suitable for ISO 7 cleanrooms. A container or bag used in Grade B areas must meet ISO 7 particle limits. In practice, this means packaging components (films, bags, liners) are fabricated and processed in clean facilities. For example, cleanroom gloves are often double-packaged: inner polyethylene envelopes are washed and assembled in an ISO 4 room, then sealed in ISO 5 bags. This multi-step packaging ensures even operator PPE meets stringent cleanliness before entering higher-grade spaces.
Key ISO/GMP Points: ISO 7 allows ≤352,000 particles ≥0.5μm per m³. GMP Grade B (sterile drug fill) = ISO 7 (operational). Singapore’s pharma and electronics sectors follow WHO-FDA GMP and ISO guidelines to control contamination risks in packaging systems.
Contamination Risks in Cleanroom Packaging
Packaging itself can be a major source of contaminants. Dirt, fibers, chemicals or static from packaging may compromise cleanroom integrity. Sources of contamination include personnel, equipment, and incoming materials. In particular, raw materials and supplies “brought into the cleanroom may contain particles that can become airborne”. This explicitly calls out packaging: if bags or boxes shed dust or outgas volatiles, they defeat the purpose of the cleanroom. For example, conventional paper-based packaging (like non-cleanroom surgical glove boxes) generates high particle counts on opening.
Static charge is another threat: in semiconductor cleanrooms, even minute ESD events can attract particles to sensitive surfaces. Cleanroom design must control static, and packaging should be made from anti-static or conductive materials. A semiconductor fabricator emphasizes that their packaging cleanrooms are engineered to “control static, particulate matter, out-gassing, and other sources of contamination”. Outgassing (volatile emissions from plastics or adhesives) can deposit films on devices; selecting low-outgassing films mitigates this. In summary, every packaging component must be scrutinized for particulate generation and electrostatic behavior to avoid contaminating products or the environment.
Addressing Gaps: Unlike basic tutorials, few resources detail how packaging can introduce contamination. Here, we highlight that choosing and processing materials (washing films, removing lubricants, pre-flushing with filtered air) is as important as gowning protocols.
Speak directly with Superpak’s team about your ISO 7-grade packaging needs: double-bagging, vacuum/nitrogen purging, ESD-safe films, trays, moisture-barrier pouches, etc. They’ll craft a no‑obligation proposal tailored to your pharma or semiconductor setup.

Packaging Materials for Cleanrooms
Low-Particulate Materials
Materials used for bags, liners, trays and covers must shed virtually no particles. Cleanroom-grade films are typically high-purity polymers (like HDPE, HDPE/PET co-extrusions) with strict cleanliness control. Class-100 (ISO 5) cleanroom bags are made under filtered conditions and often adhere to standards like IEST-STD-CC1246D. For example, many suppliers ensure their bags meet “Level 100” particle cleanliness (≤100 particles ≥0.5 µm per ft³). Correct Products notes that their Class 100 poly bags are ideal for packaging semiconductor wafers and medical devices, as they maintain surface particulate cleanliness. These bags are “double-bagged and bulk-packed” in clean conditions, achieving IEST-1246D Level 100 standards.
In medical device and pharmaceutical use, “low particulate” packaging is often specified. Manufacturers also highlight “low particulate packaging” for devices destined for sterilization, using materials and processes that resist abrasion and shedding. An example is delivering vials or kits in thermoformed trays made from PETG or PVC films that have been thoroughly cleaned. In all cases, incoming stock is inspected, and frequently wiped or purged (e.g., nitrogen-flushed) to remove loose particulates before exposure to products.
Static-Dissipative and ESD-Shielding Materials
To prevent electrostatic issues, materials with static-dissipative properties are used. Anti-static nylon or polyethylene bags are common: they have embedded carbon or surface treatments that dissipate charge. A manufacturer describes anti-static nylon bags as static-dissipative, durable, and low-shedding, ideal for electronics, medical devices, and pharmaceuticals, explicitly stating they “prevent ESD damage”. Such bags typically achieve high surface resistivity (e.g. ~10^12 Ω/sq) while maintaining IEST-STD-CC1246D cleanliness.
For parts requiring extra ESD shielding, metalized or carbon-layered films are used. Pink anti-static poly bags and aluminized ESD shielding bags are industry standards for sensitive components. As noted, “if you work around ESD-sensitive components, [suppliers] supply cleanroom bags in pink anti-static poly and cleanroom-safe static shielding bags”. In practice, these bags block electrostatic charges and also have low ionic contamination and ultra-low outgassing. For instance, static-dissipative PVC (SDPVC) is often chosen for cleanroom walls or paneling, but the same principle applies: it “dissipates electric charge to prevent static cling of dust particles,” which also benefits packaging films.
Moisture-Barrier Films for Semiconductors
Semiconductor devices are highly moisture-sensitive. Moisture-barrier bags (MBVs) are used to protect wafers and finished devices from humidity and oxygen. A typical MBV is a multilayer foil/poly bag with sealed seams. These often have an inner desiccant pouch and may be vacuum-sealed. For example, the WHS-B series moisture-barrier bags (used for wafers) feature six layers engineered to block moisture and also provide puncture resistance. These bags are explicitly designed to “safeguard wafers and other components from moisture, ESD, and particle contamination”. In addition to low moisture vapor transmission, the materials chosen for MBVs minimize particle generation and static – crucial since even the inside of the bag can be a cleanroom area once sealed.
In summary, packaging for clean environments employs specialized films: low-particulate (e.g. class-100 polyethylene), static-dissipative (carbon-loaded or coated), and moisture-barrier (multi-layer metalized films). Choosing the correct film depends on the application. For medical or pharma packaging, sterilizable (gamma- or EtO-compatible) films may be needed. For electronic parts, conductive trays or tapes are used. All packaging is typically manufactured in certified clean plants (often ISO 7 or better) to ensure the raw material and finished bags meet the cleanliness specs.
Need a tray that fits your wafer cassettes or a peelable sterile pouch that works with your EtO cycle? Collaborate with Superpak’s in-house engineering team to prototype and validate a custom packaging solution that’s both compliant and production-ready.
Best Practices for Cleanroom Packaging and Handling
To preserve cleanliness, strict protocols govern how packaging is received, opened, and introduced into the cleanroom. These procedures often extend beyond what many generic guides cover.
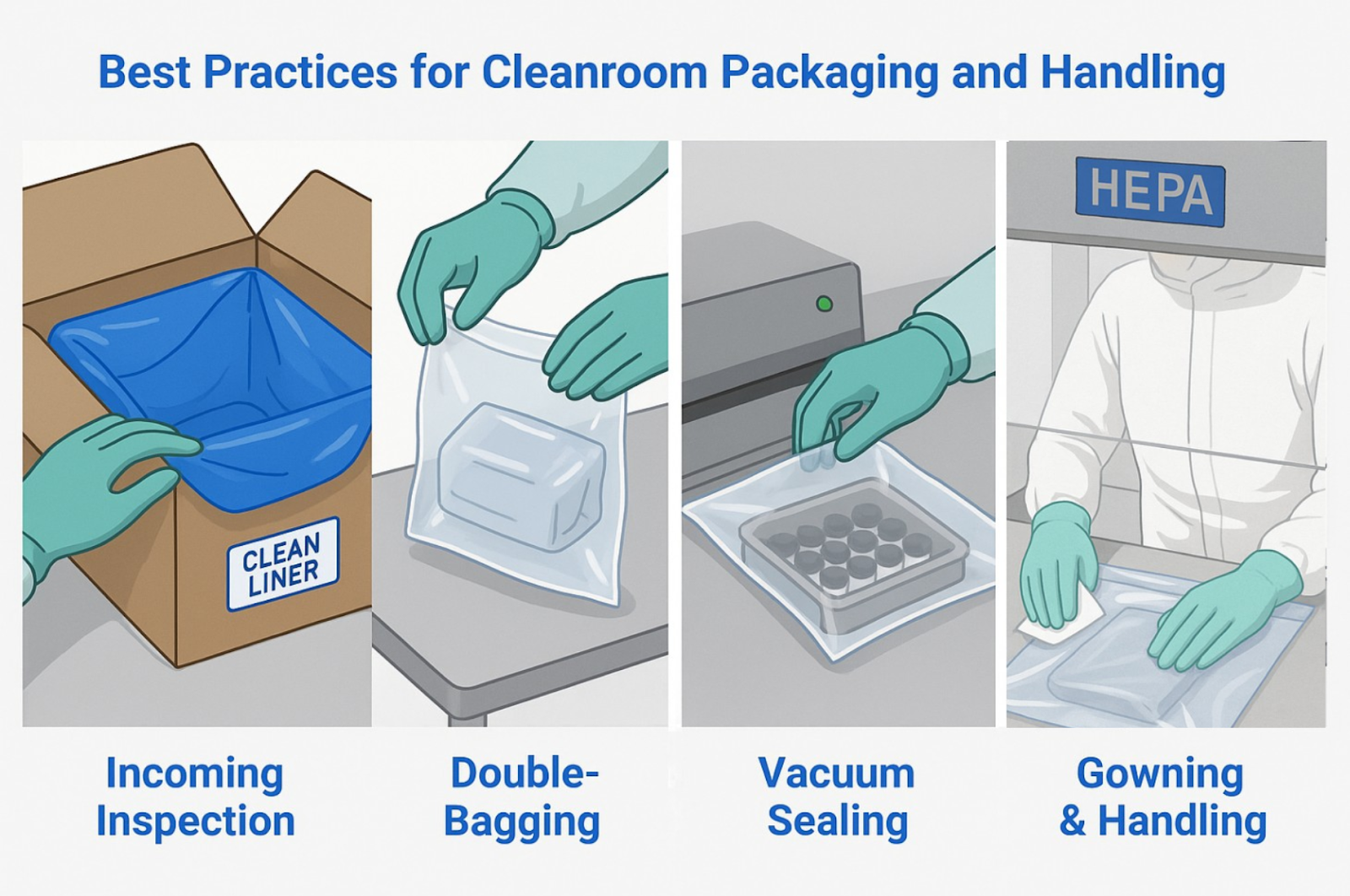
Incoming Inspection and Pre-Gowning Procedures
Before entering a cleanroom gowning area, packaging is inspected at the dock. Inner items should already be double-bagged in cleanroom-grade plastic. A common best practice is to include a carton liner: a clean polyethylene sheet placed inside corrugated boxes to block dust from cardboard. All corrugated material naturally sheds fibers, so a liner protects the sealed inner bags from contamination during shipping. Experienced suppliers pre-label bags and cartons with clear identifiers, lot numbers, and destination cleanroom class to avoid confusion and ensure traceability.
When possible, packaging is opened or unboxed in an ante-room (ISO 8) where personnel still wear gowns but not yet loaded. At this stage, outer bags are carefully opened (ideally with clean tools, avoiding rapid tearing). Another packaging manufacturer notes that outer bags should not have perforated tear strips as these allow ambient air in, so many suppliers avoid them altogether. Once the outer cover is removed, the inner bag is often wiped down with filtered lint-free wipes or sprayed with a disinfectant/detergent solution (if part of SOP) before moving to the gowning room.
Packaging Process: Double-Bagging, Vacuum Sealing, Liners
Inside the cleanroom (or staging ISO 7 buffer), materials are unpacked with extreme care. Double-bagging is a standard practice: each item or batch is enclosed in one inner clean bag, then that is itself placed in a second bag. The purpose is two-fold: if the outer bag gets contaminated or has defects, the inner bag remains sterile. Double-bagging is “critical to eliminate cross-contamination during handling”. For example, when unwrapping sterile gloves, one opens the outer package and transfers the gloves (still in the inner bag) through a small port to maintain cleanliness.
For high-value or ultra-critical parts, the inner bags are often vacuum-sealed and nitrogen-purged. Vacuum sealing confirms integrity (no air means no leaks); if the seal is broken, it’s immediately visible. Nitrogen purge expels ambient moisture and particulates. This technique is especially used in semiconductor packaging, where trays of chips might be vacuum-packed to ensure no O₂/H₂O ingress. Superseding many guides, reliable suppliers “nitrogen purge and vacuum-seal the flat-packed inner bags, ensuring no unfiltered air has compromised the consumable”.
Gowning and Material Handling
Operators interacting with packaging follow standard cleanroom gowning. Notably, cleanroom PPE itself must be packed cleanly: as an example, research has shown that cleanroom glove packaging differs from normal surgical glove packs. Instead of a rough spunpoly box, sterile gloves are supplied in deionized-water-washed polyethylene envelopes, assembled in an ISO 4 room, then bagged in ISO 5. This multi-stage approach highlights how every step is controlled. Similar care applies to gowning: staff don sticky mats, don gowns, boots, and gloves before ever touching inner packaging. In ISO 7 and above, frocks or coveralls are mandatory, and additional considerations (e.g. no exposed seams touching items) are followed.
Finally, any opened packaging is stored under a HEPA-filtered workbench or in closed bins until use. This prevents re-contamination. After use, even packaging waste (like empty inner bags) is removed via a separate exit to avoid bringing particles back inside.
Applications in Pharmaceuticals
In pharmaceutical manufacturing, cleanroom packaging plays both a functional and regulatory role. Primary packaging (bottles, vials, IV bags) is often filled in Grade A/B (ISO 5/7) zones, but secondary packaging (cartons, unit dose wraps) typically occurs in Grade C/D (ISO 7/8) or packaging rooms. Regardless, the materials must preserve drug purity. WHO emphasizes that packaging is critical “to exclude moisture” and “prevent contamination” of medicinal products. This means moisture barriers for hygroscopic drugs and films that do not leach chemicals into the product.
For sterile injectables or blister-packed tablets, primary containers (glass vials, plastic syringes) may be assembled or sealed in Grade A with Grade B background (ISO 4/5). Packaging materials like Tyvek/poly pouch or peelable seals must be sterile and produce no particles. Medical device packaging (like surgical kits or test strips) also follows this trend. In fact, cleanroom usage for medical devices is common: manufacturers often package devices in ISO 7 cleanrooms, or even ISO 4 for critical assemblies. Packaging trays, pouches, and containers are chosen to withstand sterilization methods (gamma, ETO) without degrading or shedding particles.
Low-particulate packaging is a hallmark of pharmaceutical care. Components such as USP Type I glass vials are typically pre-sterilized and come in “low particulate” bags. For example, a labware manufacturer catalog advertises vials with “low particulate packaging” to protect contents during storage and transport. Beyond the container itself, secondary packaging (cartons, labels) is also selected to minimize dust. Regulatory expectations (e.g. ISO 15378 for primary packaging materials) push suppliers to certify cleanliness levels.
Pharma Gap: While guidelines mention ISO classes, many sources don’t detail how packaging should be processed. Here, we stress steps like deionized water cleaning of bags, and the use of cleanroom packaging stations. For instance, a best practice (often overlooked in introductory articles) is to form and seal sterile barrier pouches in a higher-class laminar flow bench. SuperPak’s facilities, for example, include ISO 7 production zones for such tasks. As a local partner, SuperPak can consult on how to integrate these steps in Singapore’s GMP ecosystem.

Applications in Semiconductors
Semiconductor fabrication demands immaculate handling of silicon wafers, chips, and printed circuit boards. Packaging within this industry must address particulate, chemical, moisture, and static challenges simultaneously.
Wafer and Chip Packaging: Silicon wafers and bare die are packaged in carriers that often operate in ISO Class 5–7 environments. For mass transport and storage, moisture-barrier and ESD-safe containers are used. Wafer carriers (FOUPs) are made of clean plastics (e.g. PEEK) and sealed; wafer handling pouches are vacuum-sealed with desiccant. Final chips and PCBs are placed in ESD-controlled trays (pink or conductive) and then bagged. Cleanroom poly bags (Class 100) are standard for semiconductor components – as industry experts note, these bags “feature low ionic contamination and ultra-low outgassing” suitable for critical electronics.
Electrostatic Discharge (ESD) Control: In semiconductor cleanroom packaging, preventing ESD is crucial. We already mentioned static-dissipative plastics for films and trays. Additionally, packaging equipment (tape feeders, tape-and-reel machines) is grounded. A data point from SuperPak’s packaging guide on SMT: “The tape and cover materials are typically conductive or antistatic plastic to protect sensitive parts from ESD”. While this is an SMT (surface-mount technology) example, the same holds true for any chip packaging. AC discharge curtains and dissipative shelving may also be used in packaging areas, but material choice (antistatic films, ESD-safe storage bins) is the first line of defense.
Moisture and Oxygen Control: Silicon and certain components are moisture-sensitive. As noted, multi-layer moisture-barrier bags (e.g. aluminized Mylar bags with desiccant) are used to seal parts immediately after cleaning/tests. These bags often feature “six layer” constructions for redundancy. Transit packaging might include moisture indicator cards and vacuum-sealed tote boxes. Singapore fabs typically integrate nitrogen purges during packaging for long-term storage.
Examples and Standards: A cleanroom solution manufacturer points out that semiconductor packaging rooms often run at ISO 7, because wafers require cleaner conditions than many other processes. Thus, supplier companies like SuperPak design their clean packaging services around ISO 7 standards. By comparison, generic information rarely states these specifics – we clarify that in Singapore’s fabs, critical packaging (e.g. in FACILITIES like Keppel, SSMC, or ASM) is governed by ISO 7 criteria. For instance, tape-and-reel loading (for chips) might occur in an ISO 7 lab, and the sealed reels are considered clean once inside the bag.
Singapore’s Local Cleanroom Packaging Solutions
For Singapore-based operations, having a local packaging partner is a strategic advantage. SuperPak, headquartered in Singapore, has over 35 years of experience in precision packaging. As an ISO 9001 certified provider, SuperPak understands local compliance and logistics. Our team can help you source ISO 7-rated cleanroom bags, conductive trays, static shielding pouches, and moisture-barrier wraps – all tailored to Singapore’s industry needs.
Moreover, SuperPak offers integrated packaging services: design, fabrication, and fulfillment. This means if your pharma cleanroom needs a custom-sized sterile barrier pouch, or your SMT line needs tape-and-reel with metalized cover tape, SuperPak can engineer these solutions in-house. We pride ourselves on bridging the gaps often left by standard documentation – for example, advising on best-practice double-bagging methods, or setting up nitrogen-flush stations onsite.
If your Singapore facility is grappling with particle counts from packaging, or searching for compliance-tested materials (e.g. “ISO 7 cleanroom packaging bags”), SuperPak is ready to assist. Our understanding of local regulatory expectations (FDA/EU/WHO GMP as enforced by HSA) means we can preempt audit findings. We also maintain environmental sustainability standards (ISO 14001 certified), ensuring our cleanroom packaging solutions are both high-performance and eco-conscious.
For customized guidance or samples, contact SuperPak to discuss your cleanroom packaging requirements and receive a no-obligation quote.
Conclusion and Next Steps
Contamination control in packaging is as critical as in processing. High-quality packaging solutions – from low-particulate film to vacuum-sealed, double-bagged kits – are non-negotiable in ISO 7+ cleanrooms. Key steps include choosing inert, static-safe materials, and rigorously handling them (clean assembly, double-bagging, liners) as described above. While many resources outline cleanroom classes, this article has delved into practical packaging strategies that often receive less coverage, such as inner-bag gas purging or airtight sealing methods.
By following these guidelines, Singapore’s pharmaceutical and semiconductor manufacturers can minimize contamination risks and meet both ISO and GMP standards. SuperPak stands ready as a local partner to implement these advanced packaging protocols. Contact Superpak to engage experts who can tailor cleanroom packaging solutions – from static-dissipative poly bags to moisture-barrier reels – ensuring your critical products stay contamination-free and compliant.