
Procurement managers and product engineers sourcing structural plastic components often face the same difficult gap: injection moulding tooling costs are prohibitive for mid-volume runs, yet thin-gauge packaging processes lack the structural rigidity the application requires. Thick sheet forming (also called heavy-gauge thermoforming) fills that gap precisely. It delivers durable, dimensionally accurate plastic parts at tooling costs that are a fraction of injection moulding, with lead times measured in weeks rather than months.
This guide covers the thick sheet forming process from first principles, explains when to use it, how to evaluate a contract manufacturer, and provides a step-by-step engagement checklist. At Superpak, we have delivered thick sheet forming and integrated packaging solutions for electronics, semiconductor, automotive, and medical clients from our Singapore headquarters for over 30 years, holding ISO 9001:2015 and ISO 14001:2015 certification throughout.
Quick Summary: What Is Thick Sheet Forming Contract Manufacturing?
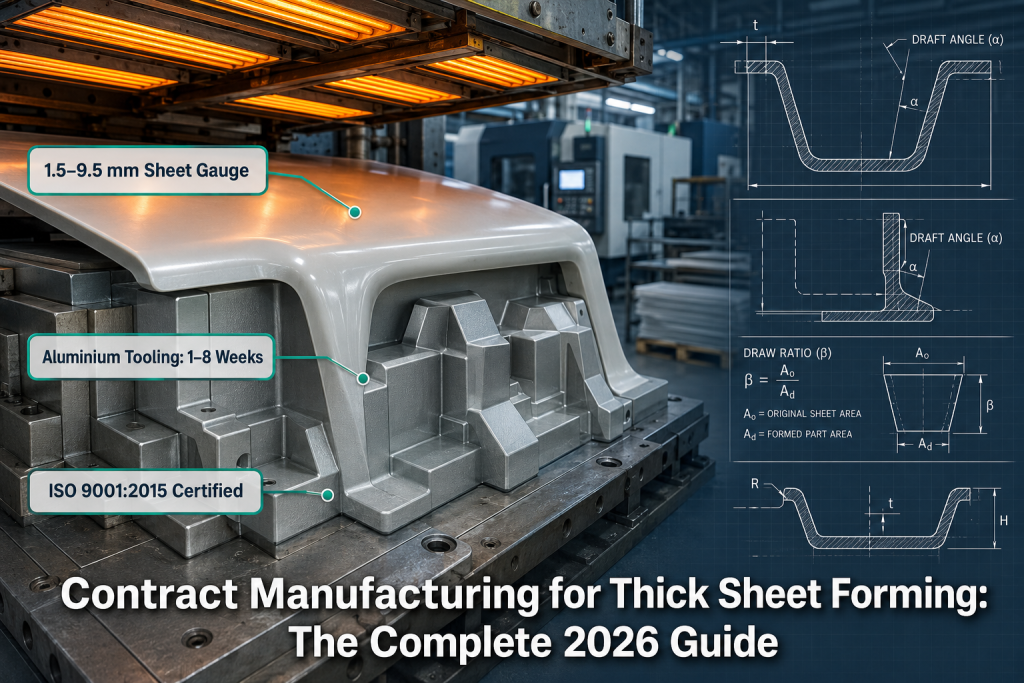
Contract manufacturing for thick sheet forming is a service in which a specialist manufacturer heats rigid thermoplastic sheets (typically 1.5 mm to 9.5 mm thick) and forms them into structural or protective components using vacuum or pressure. It suits mid-volume production runs where injection moulding tooling costs are prohibitive. Key selection criteria include material range, ISO certification, secondary finishing capability, and supply-chain integration.
The table below provides an at-a-glance overview of the process parameters most buyers ask about first.
Process Attribute | Typical Value |
Sheet thickness range | 1.5 mm to 9.5 mm (heavy-gauge cut sheet) |
Common materials | ABS, PC/ABS, HDPE, HIPS, PMMA, ASA, PVC, PC, PS |
Forming methods | Vacuum forming, pressure forming, twin-sheet forming |
Typical production volume | 250 to 50,000 units per year |
Tooling lead time | 1 to 8 weeks (vs. 12 to 16 weeks for injection moulding) |
Secondary operations | CNC routing, drilling, assembly, barcoding, kitting, testing |
Industries served | Electronics, semiconductor, automotive, medical, consumer goods |
The sections that follow explain each of these parameters in depth.
What Is Thick Sheet Forming and How Does It Differ from Thin Gauge?
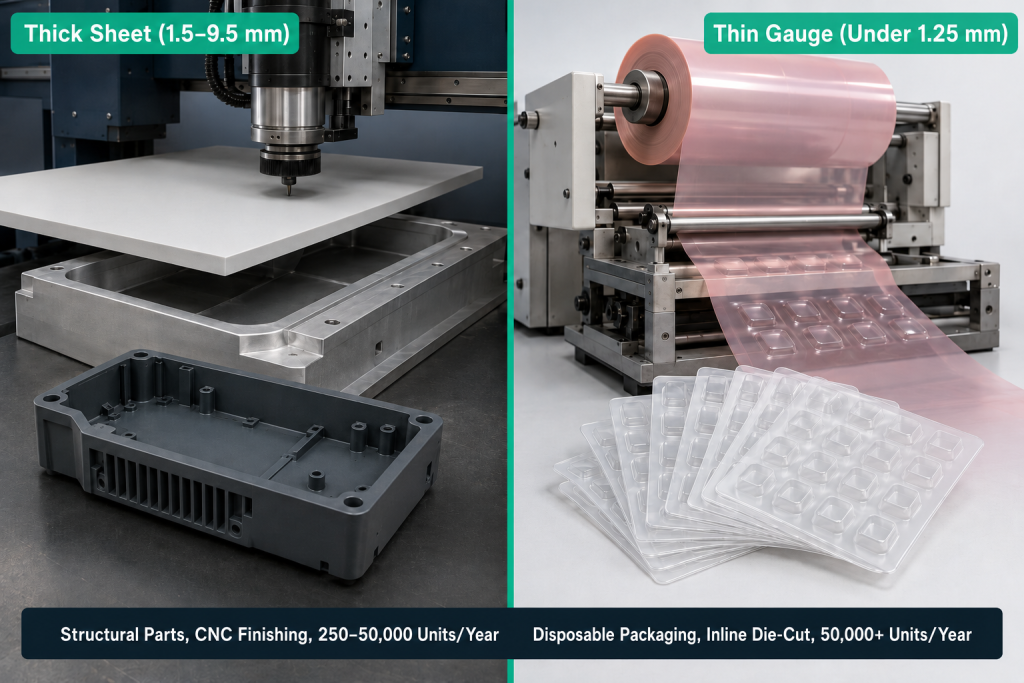
Thick sheet (heavy-gauge) forming uses individually loaded cut sheets that are at least 1.5 mm thick, producing rigid, structural parts with dimensional stability. Thin-gauge thermoforming uses roll-fed material under 1.25 mm and is designed for high-volume disposable packaging such as blister packs and food trays. The distinction is not merely one of thickness; it determines the machine type, tooling material, cycle time, finishing requirements, and the structural performance of the finished part.
Because the equipment required for each process is fundamentally different, most thermoforming manufacturers specialise in one or the other. Specifying the correct category early in a product development programme avoids misaligned quotes and unexpected capability gaps at the supplier selection stage.
Attribute | Thick Sheet (Heavy-Gauge) Forming | Thin-Gauge (Roll-Fed) Forming |
Sheet thickness | 1.5 mm to 9.5 mm | Under 1.25 mm |
Feed method | Individual cut sheet | Continuous roll |
Typical output | Structural housings, protective trays, enclosures | Blister packs, food containers, clamshells |
Tooling cost | Moderate (significantly lower than injection moulding) | Low |
Production volume sweet spot | 250 to 50,000 units per year | 50,000+ units per year |
Secondary finishing | CNC routing, assembly, bonding, kitting | Inline die-cut |
Industries | Electronics, semiconductor, automotive, medical | Food, pharma retail, consumer packaging |

What Materials Are Used in Thick Sheet Forming?
The most common thermoplastics in thick sheet forming are ABS, PC/ABS, HDPE, HIPS, PMMA (acrylic), ASA, PVC, and PC: each chosen based on the structural, chemical, flammability, and cosmetic requirements of the finished part. Material selection is one of the most consequential early decisions in any thick sheet forming programme, because the wrong grade can fail compliance testing or create unacceptable post-forming distortion.
At Superpak, our thermoforming service processes a wide range of these sheet materials across electronics, semiconductor, automotive, and medical applications. The table below maps the most common materials to their key properties, typical applications, and the compliance standards they can satisfy.
Material | Key Properties | Typical Applications | Relevant Compliance |
ABS | Good impact resistance, broad surface finish range | Electronics housings, automotive interior trim | UL 94 HB or V-0 formulations available |
PC/ABS | High impact strength, excellent cosmetic surface | Medical device bezels, kiosk enclosures | UL 94 V-0; UL-approved alloys available |
HDPE | Chemical resistance, cost-effective, high impact | Industrial trays, material-handling pallets | Food-contact grades available |
HIPS | Low cost, excellent forming characteristics | Consumer goods, POP displays | General-purpose; low-cost applications |
PMMA (Acrylic) | Optical clarity, UV stability | Light covers, signage, display panels | Varies by formulation |
ASA | UV and weather resistance | Outdoor applications, automotive exterior | Suitable for long-term outdoor exposure |
PVC | Flame resistance, equipment housing performance | Electronics enclosures, instrument housings | UL 94 ratings to most stringent standards |
PC | Optical clarity, high-temperature performance | Aerospace interiors, medical device components | FAR 25.853 (aerospace); UL 94 V-0 |
Beyond the base material, three downstream requirements must inform the selection: the draw ratio of the part geometry (which affects how the material stretches and where it thins), compliance standards such as UL 94 flammability ratings for electronics, and any cleanroom or food-contact restrictions applicable to the end-use environment.
Which Industries Use Thick Sheet Forming Contract Manufacturing?
Electronics and semiconductor packaging, automotive interior components, medical device trays and housings, and consumer goods enclosures are the primary industries using thick sheet forming for its combination of dimensional accuracy, material flexibility, and mid-volume economics. The Asia-Pacific region, which held a 39.96% share of the global thermoformed plastics market in 2025 and is forecast to grow at the fastest CAGR of 5.94% through 2031, is a particularly active market for thick sheet forming in these sectors.
The industry-specific applications below reflect the verticals Superpak serves from Singapore. Explore our project portfolio to see representative examples across these categories.
Electronics and Semiconductor: ESD-safe carrier trays for component handling, protective housings for test equipment, and anti-static component carriers. The semiconductor packaging market is forecast to expand from USD 54.99 billion in 2026 to USD 132.24 billion by 2035, with Asia Pacific holding 54% of global share in 2024, making the region a high-demand environment for specialist packaging.
Automotive: Interior trim panels, dashboard fascias, under-hood protective covers, and fender liners. Large part sizes that would be impractical to injection-mould make thick sheet forming the preferred process in this vertical.
Medical and Healthcare: Sterile instrument trays, device bezels, and protective housings for diagnostic equipment. Materials selection for this vertical requires close attention to cleanroom compatibility and relevant regulatory requirements.
Consumer Goods and Industrial Equipment: Kiosk and ATM fascias, equipment enclosures, and protective panels where cosmetic surface quality is required alongside structural performance.
The global thermoformed plastics market was valued at USD 17.22 billion in 2025 and is projected to reach USD 28.86 billion by 2032, growing at a CAGR of 7.64%, driven particularly by packaging, automotive interior panels, and medical device housings — the precise verticals where thick sheet forming provides the strongest economic case.
Thick Sheet Forming vs. Injection Moulding: Which Is Right for Your Project?
For production runs below approximately 5,000 to 10,000 units, thick sheet forming typically offers significantly lower total cost than injection moulding, because the tooling savings outweigh the higher per-unit manufacturing cost. Above that volume threshold, injection moulding’s economies of scale begin to prevail, making the volume estimate the most important single input in the process selection decision.
Thermoforming tools typically cost USD 5,000 to USD 50,000, compared to USD 20,000 to USD 150,000 or more for most injection moulding tools — often one-fifth to one-tenth of the injection moulding equivalent, depending on part size and complexity. Thermoforming tooling typically takes between one and eight weeks to produce, while injection moulding tooling typically takes between 12 and 16 weeks, with production commencing four to five weeks after tooling completion.
For parts with annual volumes between 250 and 50,000 units, heavy-gauge thermoforming beats injection moulding on total cost almost every time and for a 1-metre part, injection mould tooling can cost USD 80,000 to USD 250,000, while a comparable thermoforming tool runs USD 10,000 to USD 25,000.
Factor | Thick Sheet Forming | Injection Moulding |
Tooling material | Aluminium or composite | Hardened steel |
Tooling cost | USD 5,000 to USD 50,000 (typical) | USD 20,000 to USD 150,000+ |
Tooling lead time | 1 to 8 weeks | 12 to 16 weeks |
Per-unit cost at low volume | Lower (tooling amortises quickly) | Higher (tooling cost dominates) |
Per-unit cost at high volume | Higher | Lower |
Wall thickness control | Variable; pressure forming improves this | Tight and uniform |
Design change cost | Low (aluminium tooling is easily modified) | High (new steel mould often required) |
Maximum part size | Very large (forming windows of 4,500 mm x 2,500 mm possible) | Limited by press clamping force |
Surface finish | Good; pressure forming approaches injection moulding quality | Excellent on all surfaces |
Ideal annual volume | 250 to 50,000 units | Above 10,000 units (small parts) |
One important caveat: thick sheet forming is not the right choice for parts requiring perfectly uniform wall thickness throughout, highly complex internal geometry with tight tolerances, or true high-volume commodity production where injection moulding’s cycle time advantage is decisive. The best approach is to define your annual volume forecast, part size, and tolerance requirements before approaching a contract manufacturer.

How Does the Thick Sheet Forming Process Work?
The thick sheet forming process runs from sheet loading through heating, forming, and secondary operations in six defined steps, with the contract manufacturer managing tooling, quality verification, and post-forming finishing throughout. Understanding each step helps buyers write better briefs, avoid rework, and set realistic lead-time expectations.
Our thermoforming service covers both vacuum-formed and pressure-formed parts across this full process: from initial design review through to barcoding, kitting, and assembly.
Step 1 — Design Review and DFM (Design for Manufacturability)
The contract manufacturer reviews the part drawing for draw ratio, draft angles, and starting sheet thickness requirements. Draw ratio is the primary predictor of wall thinning: it is calculated as the mould’s surface area divided by the footprint of the raw sheet. Issues flagged here (such as radii that are too tight, or an aggressive draw ratio) cost nothing to fix before tooling is cut and thousands of dollars to fix after. Our Design Center supports this review as a formal part of the engagement.
Step 2 — Tooling Fabrication
The mould (typically machined from aluminium for thick sheet work) is produced to the approved part geometry. Aluminium tooling is faster to machine and easier to modify than steel injection mould tooling, which is why lead times are weeks rather than months. The lower tooling cost also means that running a small design change during a pilot phase is economically viable.
Step 3 — Sheet Loading and Heating
Individual cut sheets of thermoplastic are loaded into frames and conveyed through a controlled oven zone. The sheets are heated until they reach the forming temperature specific to the chosen resin — a stage that requires even heat distribution to prevent cold spots that would cause thinning or tearing during the forming step.
Step 4 — Forming (Vacuum and/or Pressure)
The heated sheet is formed over or into the mould using one of two primary methods. In vacuum forming, a vacuum draws the sheet against the mould surface using atmospheric pressure (approximately 14.7 PSI). In pressure forming, compressed air is added on the opposite face of the sheet (typically 20 to 100 PSI) forcing the material into intimate contact with the mould surface. Pressure forming can replicate sharp corner radii as tight as 0.5 mm and reproduce mould textures such as leather grain or bead blast, producing cosmetic surfaces that are often indistinguishable from injection-moulded parts. For deep-draw parts, a plug assist (a mechanical device that pre-stretches the heated sheet into the cavity before vacuum or pressure is applied) is used to preserve wall thickness in deep pockets and corners.
Step 5 — Cooling and Release
The formed part cools on the mould surface until it stabilises dimensionally, then is released. Cooling time is controlled carefully: premature release causes distortion; excessive dwell time slows throughput.
Step 6 — Secondary Operations
The formed part is trimmed to final geometry by CNC routing, die-cutting, or drilling. Additional secondary operations (assembly, solvent bonding, barcoding, part fit analysis, kitting, and final QC inspection) can all be completed before shipment. Integrating these steps with a single contract manufacturer eliminates the handoff points that introduce lead-time and quality risk when secondary finishing is outsourced.
Ready to discuss your thick sheet forming requirements? Contact Superpak for a no-obligation quotation. Our team will review your drawings and respond with tooling cost, unit pricing, and lead time.
What Are the Key Design Considerations for Thick Sheet Forming?
Draw ratio, draft angle, and starting sheet thickness are the three most critical design parameters in thick sheet forming. Getting these right in the design phase prevents costly tooling changes and wall-thickness failures in production. Our Part Fit Analysis and Simulation Test service supports early-stage validation before tooling is committed.
Draw Ratio. Draw ratio is defined as the mould’s surface area divided by the sheet’s footprint over the cavity. Many parts form well below a draw ratio of 2:1. For ratios approaching 3:1, careful design review and plug-assist feasibility assessment are required; beyond that point, geometry adjustments or material changes are typically necessary. A draw ratio of 2:1 means the average finished wall thickness will be approximately half the starting sheet gauge and corner thinning in deep pockets can reduce local wall thickness to 20 to 30% of the starting gauge without advanced forming techniques.
Draft Angles. Draft is required on all surfaces parallel to the direction of draw, to allow the part to release cleanly from the tool. The exact requirement varies depending on whether a male (positive) or female (negative) mould is used, and whether the surface has texture. Insufficient draft leads to drag marks and dimensional non-conformance.
Starting Sheet Thickness. The sheet gauge must be calculated by working backwards from the minimum required finished wall thickness in the deepest section of the part. Underestimating the starting gauge is one of the most common (and easily avoided) causes of part rejection.
Pre-Submission Design Checklist:
- Confirm draw ratio is below 2:1 for standard forming; flag anything above this threshold for engineering review before tooling.
- Verify draft angles are specified for all surfaces parallel to the draw direction; confirm against male or female mould configuration.
- Back-calculate starting sheet thickness from minimum required wall in the deepest section.
- Identify all compliance requirements (UL 94 flammability, cleanroom, food-contact, automotive-specific) before finalising material grade.
- Define all secondary operations needed (CNC routing, assembly, barcoding) so that fixture design and CNC programming can proceed alongside tooling.
What Secondary Operations Should Your Contract Manufacturer Offer?
A full-service thick sheet forming contract manufacturer should offer CNC routing and trimming, assembly, barcoding, kitting, and quality inspection in-house. Outsourcing these steps to separate suppliers adds lead time, increases the number of coordination touchpoints, and introduces quality gaps at each handoff.
The list below reflects the secondary capabilities that complete a thick sheet forming programme. All of these are available through Superpak as part of our integrated packaging service.
- CNC routing and trimming: Precision three-dimensional trimming of formed parts to final geometry, with tight dimensional control.
- Drilling and cut-outs: Apertures for fasteners, connectors, labels, and functional openings are machined after forming.
- Assembly and solvent or adhesive bonding: Multi-part assemblies — including water filtration system assembly and test — are supported in-house.
- Barcoding and labelling: Applied before shipment, aligned with client part numbering and traceability requirements.
- Kitting: Components from multiple manufactured items are consolidated into a single shipment unit, reducing downstream assembly labour for the client. See our kitting service.
- Part fit analysis and simulation testing: Validation that formed parts meet assembly tolerances and perform under representative load conditions. Learn more about our part fit analysis and simulation service.
- Quality inspection and ISO-aligned documentation: Under ISO 9001:2015, quality records are maintained at every production gate.
Integrating secondary operations reduces total cost of ownership by eliminating inter-supplier freight, reducing lead time by running operations in parallel, and providing a single point of accountability for quality.
How to Evaluate and Select a Thick Sheet Forming Contract Manufacturer
The most reliable way to evaluate a thick sheet forming partner is to assess five areas: certifications and quality systems, material range, secondary finishing scope, supply-chain capability, and track record in your industry vertical. Applying a consistent evaluation framework across shortlisted suppliers reduces the risk of a partnership that underdelivers on quality or capability after tooling has already been committed.
At a minimum, any contract manufacturer you consider for thick sheet forming should hold ISO 9001:2015 certification, the internationally recognised quality management system standard that governs process documentation, corrective action, and customer satisfaction management. For organisations with environmental reporting obligations or supply chains requiring sustainability credentials, ISO 14001:2015 environmental management certification is an important additional signal. Superpak holds both certifications from our Singapore headquarters. Learn more about our qualifications on the About Us page.
Criterion | What to Look For | Red Flag |
Quality certification | ISO 9001:2015 as a baseline | No formal quality management system |
Environmental certification | ISO 14001:2015 if sustainability is a supply-chain requirement | No environmental policy or credentials |
Material range | Covers your specified resin and compliance variants (UL 94, food-contact, etc.) | Only one or two generic materials offered |
Secondary operations | In-house CNC routing, assembly, kitting, testing | All secondary operations subcontracted |
Industry experience | Demonstrable project history in your vertical | No verifiable examples from your sector |
Supply chain services | Warehousing, logistics co-ordination, recycling programme | Order-and-collect only; no supply chain integration |
Due diligence should include requesting material certification documents and compliance data sheets, asking for sample parts from similar applications, verifying the scope of the ISO certificate (not all certificates cover all operations), and confirming in-house versus subcontracted secondary finishing.
What Are the Most Common Mistakes When Outsourcing Thick Sheet Forming?
The most common and costly mistakes are under-specifying draw ratio during design, selecting a manufacturer that lacks in-house secondary finishing capability, and choosing material based on price alone without verifying compliance requirements. Each of these mistakes is avoidable with the right contract manufacturing partner and a structured design review at the start of the programme.
Avoiding these mistakes starts with a DFM review before tooling is committed. Talk to Superpak’s team to get an engineering review of your drawings before finalising your tooling brief.
Mistake 1: Ignoring Draw Ratio During CAD Design. Corner thinning in deep-pocket parts is the leading cause of structural failure and part rejection in thick sheet forming. The problem is almost always introduced at the design stage and is easy to prevent and difficult to fix once tooling is cut.
Mistake 2: Selecting a Thin-Gauge Specialist. The machinery, tooling, and process parameters for thick and thin gauge are distinctly different. A manufacturer whose core competency is roll-fed thin-gauge packaging will not have the equipment or experience to produce structural thick-gauge parts reliably. Confirming the supplier’s gauge capability is a basic qualification step.
Mistake 3: Specifying Material on Price Alone. HDPE and HIPS are cost-effective materials with excellent forming characteristics, but they may not satisfy UL 94 flammability ratings required for electronics housings, or cleanroom and biocompatibility requirements for medical applications. Material selection must begin with end-use compliance requirements, not with resin price.
Mistake 4: Overlooking Secondary Operations Integration. Splitting CNC trimming, assembly, and kitting across multiple vendors adds lead time at each handoff and creates quality accountability gaps. A single integrated manufacturer who covers forming through kitting provides tighter quality control and faster throughput to final shipment.
Mistake 5: Skipping a Pilot or Prototype Run. Thick sheet tooling is far less expensive than injection mould tooling (typical ranges are USD 5,000 to USD 50,000 versus USD 20,000 to USD 150,000) but it is not cost-free. Validating part geometry and assembly fit with a pilot run before committing to full production volumes prevents rework costs that can dwarf the tooling investment.
Mistake 6: No Sustainability Consideration During Supplier Selection. OEM clients increasingly require environmental certifications from their supply chains, and regulatory frameworks in multiple markets are mandating minimum recycled content and recyclability thresholds. In 2024, biodegradable and recyclable thermoform packaging demand rose by 20% in North America alone, driven by regulatory policies promoting eco-friendly materials. Selecting a contract manufacturer without ISO 14001:2015 certification or a documented environmental programme creates downstream supply-chain risk.
How Does Thick Sheet Forming Support Sustainable Packaging Goals?
Many thermoplastic sheet materials used in thick sheet forming (including HDPE and certain grades of ABS) are recyclable at end-of-life, and ISO 14001:2015-certified manufacturers can close the loop by collecting, washing, and returning used packaging components to a recycling stream. Sustainability is no longer an optional corporate initiative; it is increasingly a supply-chain qualification criterion and a regulatory requirement in key export markets.
ISO 14001:2015 is the international standard for environmental management systems. It requires certified organisations to set measurable environmental objectives, monitor performance against them, and continually reduce their environmental impact. Superpak holds this certification and operates a collection service for used packaging items, enabling clients to return end-of-life thermoformed components for washing and recycling rather than landfill disposal.
Key sustainability considerations for thick sheet forming programmes include:
- Material recyclability: HDPE, PP, and certain ABS grades are widely recyclable; confirm end-of-life pathway before material selection.
- Lightweighting: Accurate wall thickness calculation — avoiding over-specification of starting sheet gauge — minimises material consumption per part.
- Recycled-content sheet: Suppliers of sheet stock increasingly offer recycled-content options; confirm mechanical properties and compliance suitability before specification.
- Certified environmental management: ISO 14001:2015 from your contract manufacturer provides documented assurance rather than unverified claims.
What Does the Process of Engaging a Thick Sheet Forming Contract Manufacturer Look Like?
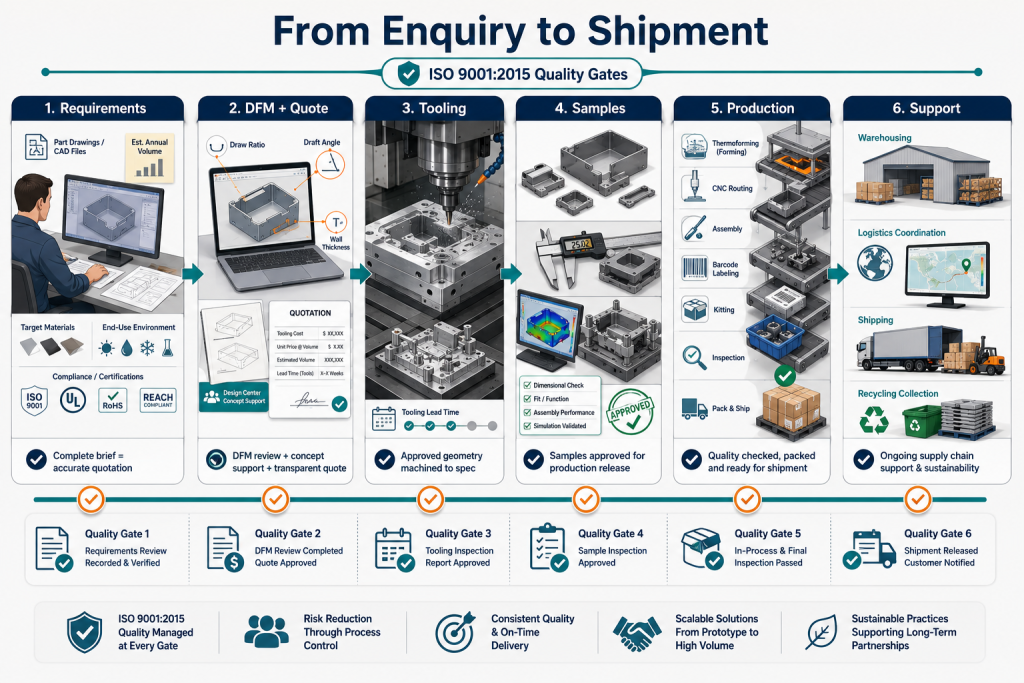
From first enquiry to production shipment, a typical thick sheet forming engagement runs through six stages, with the contract manufacturer managing quality documentation at every gate in line with ISO 9001:2015 process requirements.
Understanding this journey helps buyers prepare the right information at each stage, reduces back-and-forth during quotation, and sets realistic expectations for programme timelines.
Stage 1 — Submit Requirements Share part drawings or CAD files, estimated annual volume, target material, end-use environment, and any compliance or certification requirements. The more complete this brief, the more accurate the initial quotation.
Stage 2 — DFM Review and Quotation The contract manufacturer reviews the design for manufacturability — flagging draw ratio, draft angle, and wall thickness concerns — and returns a quotation covering tooling cost and unit price at the stated volume. Our Design Center supports this stage with conceptual design assistance if the part is still in development.
Stage 3 — Tooling Fabrication On quotation approval, the aluminium mould is machined to the approved geometry. Tooling lead times for thick sheet work are typically one to eight weeks, depending on part complexity.
Stage 4 — Sample Parts and Approval Initial samples are formed and submitted for approval. Part fit analysis and simulation testing (verifiable through our in-house testing service) confirms dimensional compliance and assembly performance before production release.
Stage 5 — Volume Production with Secondary Operations Approved tooling releases production. CNC routing, assembly, barcoding, and kitting proceed in sequence — or in parallel where workflow permits — before final quality inspection and shipment.
Stage 6 — Ongoing Supply Chain Support Superpak offers warehousing, logistics co-ordination, and recycling collection as ongoing supply-chain services for clients who need more than order-and-collect fulfilment.
Frequently Asked Questions
What is thick sheet forming in contract manufacturing?
Thick sheet forming is a thermoforming process that heats rigid thermoplastic sheets — typically 1.5 mm to 9.5 mm thick — and shapes them into structural or protective components using vacuum or pressure. A contract manufacturer manages the process end-to-end, including tooling fabrication, secondary finishing, and logistics. It is the preferred process for mid-volume structural plastic parts where injection moulding tooling costs cannot be justified.
How does thick sheet forming differ from injection moulding?
Thick sheet forming uses lower-cost aluminium tooling and suits low-to-mid volume runs where injection moulding’s higher steel tooling investment cannot be amortised across the production volume. Tooling lead times are weeks rather than months, and design changes are less costly to implement. At high volumes (typically above 10,000 to 50,000 units per year depending on part size) injection moulding’s lower per-unit cost and tighter wall thickness control make it more competitive.
What materials can be used in thick sheet forming?
Common materials include ABS, PC/ABS, HDPE, HIPS, PMMA, ASA, PVC, and PC. Material selection depends on structural requirements, operating environment, surface finish specification, and any compliance standards required, such as UL 94 flammability ratings for electronics housings, cleanroom compatibility for semiconductor packaging, or food-contact approval for certain industrial trays. Verify compliance requirements before finalising material grade.
How long does thick sheet forming tooling take to produce?
Thermoforming tooling typically takes between one and eight weeks to produce, depending on part geometry complexity and mould material. This compares favourably with injection moulding tooling, which typically takes 12 to 16 weeks. Confirm specific timelines with your contract manufacturer at the quotation stage, as part complexity is the primary variable.
Is thick sheet forming suitable for semiconductor and electronics packaging?
Yes. Thick sheet forming is widely used for ESD-safe carrier trays, component housings, and protective enclosures in electronics and semiconductor applications. The process accommodates materials with controlled electrical properties and supports cleanroom-compatible secondary operations such as kitting and assembly.
What certifications should a thick sheet forming contract manufacturer hold?
At minimum, look for ISO 9001:2015 (quality management system), which governs documented processes, corrective action systems, and customer satisfaction management. Where environmental compliance or sustainability reporting is relevant to your supply chain, ISO 14001:2015 environmental management certification is an important additional requirement. Industry-specific requirements (such as medical devices, food contact, or automotive) should be verified against the applicable standards for your application.
Can thick sheet forming support sustainable packaging goals?
Yes. Many sheet materials used in thick sheet forming (including HDPE and certain ABS and PP grades) are recyclable at end-of-life. An ISO 14001:2015-certified manufacturer can support recycling and collection programmes, reducing total environmental footprint. Recycled-content sheet options are available from an increasing number of material suppliers, provided downstream compliance requirements are verified.
Contact Superpak: Get a Quotation for Thick Sheet Forming
Superpak has delivered thick sheet forming and integrated packaging solutions for electronics, semiconductor, automotive, and medical clients from Singapore for over 30 years. As an ISO 9001:2015 and ISO 14001:2015 certified packaging partner, we manage the full process from design review and tooling through to secondary finishing, kitting, and supply-chain support.
To receive an accurate quotation, have the following information ready:
- Part drawings or CAD files, with key dimensions and tolerances specified.
- Estimated annual production volume and any known demand variation.
- Target material, or the end-use requirements (structural load, operating temperature, compliance standards) that will determine material selection.
Contact Superpak — share your brief and our team will respond with a quotation covering tooling cost, unit pricing, lead time, and secondary operation options.